

 3.2 T/JC 27.77tex品种工艺配置及质量指标3.2.1工艺配置(见表2)
3.2 T/JC 27.77tex品种工艺配置及质量指标3.2.1工艺配置(见表2)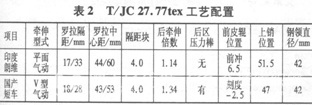 3.2.2质量对比(见表3)
3.2.2质量对比(见表3)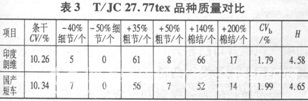 3.2.3工艺对比印度朗维每千锭时断头5~10根,落纱断头不大于20根/1008锭,留头率>98%;1 008锭落纱时间2 min 19s,钢丝圈更换周期10 d左右;国产短车千锭时断头10~20根,落纱断头约10根/480锭,落纱时间约4 min/480锭,钢丝圈更换周期4d。3.3用工情况朗维按常规工作法每人看台3台(1 008锭/台),落纱工可不设;国产短车按常规工作法每人可看台面4台(480锭/台),落纱工4人/组(8500管/每人班)。3.4用电情况印度朗维细纱工序吨纱耗电956 kW.h,日产量859 kg/1 000锭;国产短车吨纱耗电842 kW.h,日产量837 kg/1 000锭。3.5机配件消耗、适纺品种及故障情况经初步运行发现该机锭子刹车件易磨损,导纱杆易挂花,隔纱板易损。该机适纺27.77 tex以下混纺及纯纺产品,纺更粗纱线时落纱留头相应降低,主要是纱头割不断造成。通过用电比较分析、,该机所纺纱线越细则能耗相应下降。因该机使用时间不长,目前发生故障较少,随时间推移,可能会进一步增多。3.6空调温湿度控制该机在车间生产试用期间,车间温度25~32℃,相对湿度45%~65%,运行与国产短车情况类似,上述工况生产均较为正常。4 自动落纱部分的维护每日彻底清洁升降轴、U凸盘、中间凸钉、抓管器、光电开关、电器冷却风扇过滤器及各类限位和接近开关等处。抓管器、通气座、输送盘、气管及气管接头损坏应及时修复,确保系统不漏气,确保抓管器活塞、摆进摆出气缸、凸盘气缸以及理管器尘笼气缸压力正常。结合揩车检查拖动轴,确保底座内无积花,在底座内加铅粉增加润滑。结合纱线粗细,1~2个月内校准抓管器板高度、摆进摆出凸钉位置及理管器、推管器等。每周检查管纱电动机刹车功能,检查落纱齿轮电动机链条张力是否正确。每2个月左右用水或清洁剂清洁底部凸钉,确保凸钉在凸盘上自由移动。结合揩车或在断头多的情况下,清除近零卷绕系统的O型圈离合器上积累的纱。做好零部件紧固,确保零件不落到凸盘上,同时做好相关部位的润滑工作,建议使用壳牌TonnaV150润滑油。5 运转管理注意事项换粗纱时可以采取宝塔分段,亦可采用集体换粗纱,但从劳动量分配、用工人数等综合考虑,应将长车视作2台短车,从两头宝塔分段换粗纱较为适宜。操作中应注意:在手动落纱时,要按顺序;在落纱期间,理管机门不能打开;在显示错误没有采取正确措施前不能按下复位按钮;任何物品不能落入自动落纱系统中;落纱进行中,不得将手放人抓管臂区域;不能在理管机放太多空管;不要同时刹住两个锭位,否则容易形成弱捻纱,接头后刹锭要及时复位;发现漏拔、漏插、抓管器脱落,应立即予以处理后开机。6 国内推广中存在问题(1)细纱管配套生产厂家问题。目前国内尚无一家生产该机配套细纱管。我公司与浙江三友控股集团已试生产,如该设备国内占有一定市场份额,国内必须有与之配套的纱管生产企业。(2)皮辊及上罗拉轴承。因该机上罗拉轴承与国内外其他厂家型号不一致,对工厂采购皮辊及管理极不方便,皮辊套床亦不配套。目前我公司与南通五洲纺织专件厂合作,进行上罗拉轴承及皮辊套床国产化生产,经试验符合质量及使用要求,但皮辊与国内外其他细纱机型仍不能互用,需加强皮辊管理,防止用错。(3)无游动纱架,上粗纱工作量明显增加,粗纱吊锭无防尘帽,粗纱顶部的飞花易黏附。(4)使用纱库型自动络筒机时,需对络筒机推纱小车改造,以避免纱纡在周转过程中重复劳动,最好配置托盘式自动络筒机,整箱纱一次倒入自动络筒机;或者配置细络联,更有利于提高生产效率和节约用工。(5)包装物质量欠佳,易变形受损,容易造成零部件散失和损坏。(6)该机皮圈上圈尺寸为39.2 mm×30 mm×1.05 mm,下圈尺寸为80.5 mm×30 mm×1.05 mm,而国产上圈尺寸为37 mm x28 mm x0.85 mm,下圈尺寸为83 mm×30 mm x l.0 mm,因此使用中与国产皮圈不能错混,皮圈系低值量大易耗器材,经联系国内主要生产厂家,均可配套生产。(7)该机钢领随机配备朗维“皇家”牌,钢领座与国产钢领不可配套使用,如需国产配套则需改变国产钢领的底座尺寸,但在纱线偏细、锭速高的情况下,国产钢领及钢丝圈则基本无法适应。(8) -个落纱过程中,该机正常耗气量约0. 83 m3,带自动落纱功能耗气量约7. 34 m3,在实际使用时要充分考虑压缩空气用量,选配合适空压机。(9)改纺品种时工艺变换齿轮相对较为繁杂,同纱运转上6排纱架,穿头及伸头较为麻烦。
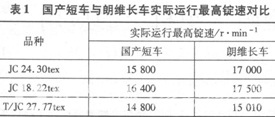
3.2.3工艺对比印度朗维每千锭时断头5~10根,落纱断头不大于20根/1008锭,留头率>98%;1 008锭落纱时间2 min 19s,钢丝圈更换周期10 d左右;国产短车千锭时断头10~20根,落纱断头约10根/480锭,落纱时间约4 min/480锭,钢丝圈更换周期4d。3.3用工情况朗维按常规工作法每人看台3台(1 008锭/台),落纱工可不设;国产短车按常规工作法每人可看台面4台(480锭/台),落纱工4人/组(8500管/每人班)。3.4用电情况印度朗维细纱工序吨纱耗电956 kW.h,日产量859 kg/1 000锭;国产短车吨纱耗电842 kW.h,日产量837 kg/1 000锭。3.5机配件消耗、适纺品种及故障情况经初步运行发现该机锭子刹车件易磨损,导纱杆易挂花,隔纱板易损。该机适纺27.77 tex以下混纺及纯纺产品,纺更粗纱线时落纱留头相应降低,主要是纱头割不断造成。通过用电比较分析、,该机所纺纱线越细则能耗相应下降。因该机使用时间不长,目前发生故障较少,随时间推移,可能会进一步增多。3.6空调温湿度控制该机在车间生产试用期间,车间温度25~32℃,相对湿度45%~65%,运行与国产短车情况类似,上述工况生产均较为正常。4 自动落纱部分的维护每日彻底清洁升降轴、U凸盘、中间凸钉、抓管器、光电开关、电器冷却风扇过滤器及各类限位和接近开关等处。抓管器、通气座、输送盘、气管及气管接头损坏应及时修复,确保系统不漏气,确保抓管器活塞、摆进摆出气缸、凸盘气缸以及理管器尘笼气缸压力正常。结合揩车检查拖动轴,确保底座内无积花,在底座内加铅粉增加润滑。结合纱线粗细,1~2个月内校准抓管器板高度、摆进摆出凸钉位置及理管器、推管器等。每周检查管纱电动机刹车功能,检查落纱齿轮电动机链条张力是否正确。每2个月左右用水或清洁剂清洁底部凸钉,确保凸钉在凸盘上自由移动。结合揩车或在断头多的情况下,清除近零卷绕系统的O型圈离合器上积累的纱。做好零部件紧固,确保零件不落到凸盘上,同时做好相关部位的润滑工作,建议使用壳牌TonnaV150润滑油。5 运转管理注意事项换粗纱时可以采取宝塔分段,亦可采用集体换粗纱,但从劳动量分配、用工人数等综合考虑,应将长车视作2台短车,从两头宝塔分段换粗纱较为适宜。操作中应注意:在手动落纱时,要按顺序;在落纱期间,理管机门不能打开;在显示错误没有采取正确措施前不能按下复位按钮;任何物品不能落入自动落纱系统中;落纱进行中,不得将手放人抓管臂区域;不能在理管机放太多空管;不要同时刹住两个锭位,否则容易形成弱捻纱,接头后刹锭要及时复位;发现漏拔、漏插、抓管器脱落,应立即予以处理后开机。6 国内推广中存在问题(1)细纱管配套生产厂家问题。目前国内尚无一家生产该机配套细纱管。我公司与浙江三友控股集团已试生产,如该设备国内占有一定市场份额,国内必须有与之配套的纱管生产企业。(2)皮辊及上罗拉轴承。因该机上罗拉轴承与国内外其他厂家型号不一致,对工厂采购皮辊及管理极不方便,皮辊套床亦不配套。目前我公司与南通五洲纺织专件厂合作,进行上罗拉轴承及皮辊套床国产化生产,经试验符合质量及使用要求,但皮辊与国内外其他细纱机型仍不能互用,需加强皮辊管理,防止用错。(3)无游动纱架,上粗纱工作量明显增加,粗纱吊锭无防尘帽,粗纱顶部的飞花易黏附。(4)使用纱库型自动络筒机时,需对络筒机推纱小车改造,以避免纱纡在周转过程中重复劳动,最好配置托盘式自动络筒机,整箱纱一次倒入自动络筒机;或者配置细络联,更有利于提高生产效率和节约用工。(5)包装物质量欠佳,易变形受损,容易造成零部件散失和损坏。(6)该机皮圈上圈尺寸为39.2 mm×30 mm×1.05 mm,下圈尺寸为80.5 mm×30 mm×1.05 mm,而国产上圈尺寸为37 mm x28 mm x0.85 mm,下圈尺寸为83 mm×30 mm x l.0 mm,因此使用中与国产皮圈不能错混,皮圈系低值量大易耗器材,经联系国内主要生产厂家,均可配套生产。(7)该机钢领随机配备朗维“皇家”牌,钢领座与国产钢领不可配套使用,如需国产配套则需改变国产钢领的底座尺寸,但在纱线偏细、锭速高的情况下,国产钢领及钢丝圈则基本无法适应。(8) -个落纱过程中,该机正常耗气量约0. 83 m3,带自动落纱功能耗气量约7. 34 m3,在实际使用时要充分考虑压缩空气用量,选配合适空压机。(9)改纺品种时工艺变换齿轮相对较为繁杂,同纱运转上6排纱架,穿头及伸头较为麻烦。(江苏省高邮市经纬纺织有限公司 王昌宏)
 | 地址:浙江省杭州市(中国轻纺城)
| 地址:浙江省杭州市(中国轻纺城)